以下是:直缝管厚壁无缝钢管资质认证的产品参数
| 产品参数 |
|---|
| 产品价格 | 413 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 沧州 |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
以下是:直缝管厚壁无缝钢管资质认证的图文视频
直缝管厚壁无缝钢管资质认证,钢兴钢管
有限公司专业从事直缝管厚壁无缝钢管资质认证,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到辽宁省 朝阳市 双塔区、龙城区、建平县、北票市、凌源市,以下是直缝管厚壁无缝钢管资质认证的详细页面。 辽宁省,朝阳市 1984年6月30日,朝阳市升为省辖市。朝阳是中国东北与中原地区政治、经济、文化交流的枢纽地带,是多民族的东北历史名城和历代塞外战略要地。十六国时期慕容鲜卑始建龙城(朝阳城前身)为三燕都城,北魏至隋唐时期设营州,辽金时期置兴中府,元代设兴中州,明洪武年间置营州卫,清末置朝阳府。朝阳东连沈阳都市圈,南临渤海之滨,西接京津冀经济圈,北依内蒙古腹地,是东北地区重要门户之一。三燕王朝均以龙城(朝阳)为都城或陪都,因此龙城又被称为“三燕古都”。三燕时期所形成的以马具和步摇等为代表的文化被称为“三燕文化”。境内有鸟化石地质公园、凤凰山、大黑山、浴龙谷等景点。
为了让您更地了解我们的直缝管厚壁无缝钢管资质认证,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:直缝管厚壁无缝钢管资质认证的图文介绍


JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。



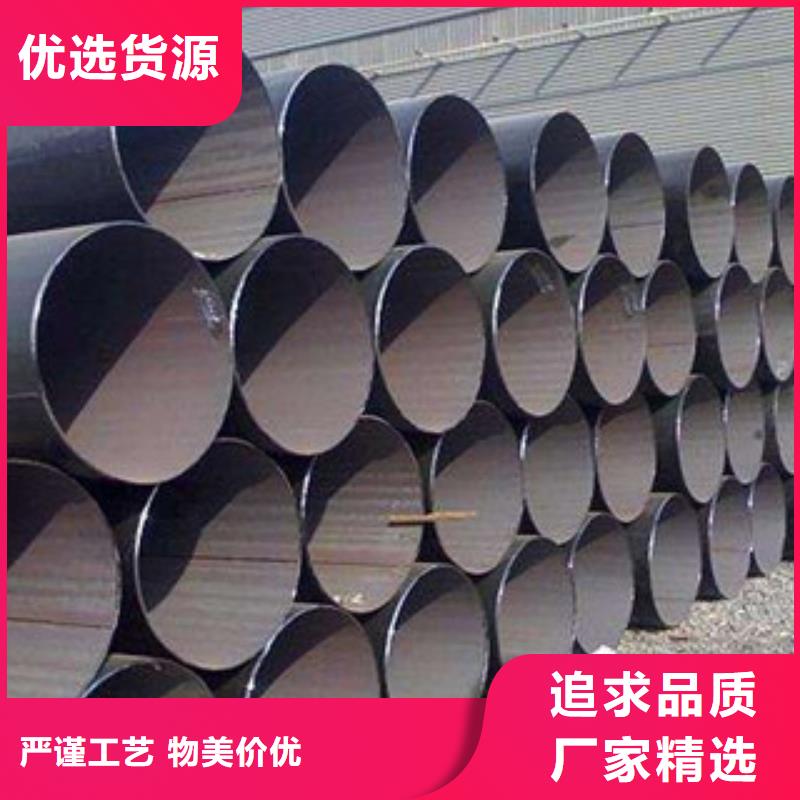
钢兴钢管
有限公司从事 辽宁朝阳12Mn无缝钢管生产加工已有十余年。 生产基地占地20000多平米,其中厂房面积15000平米。以卓越的品质、精湛的制作工艺及流行的设计风格,赢得了消费者的认可和信赖。


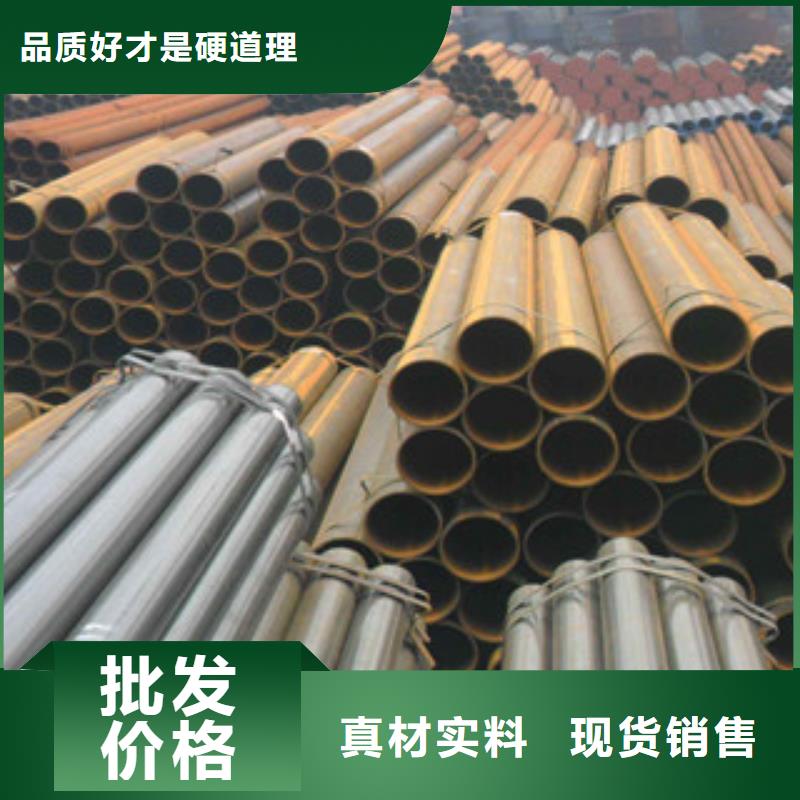
建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。



直缝焊管便宜,工艺要求低,可直接进行现场制作,管径较大。但强度不高;螺旋焊接管价格稍高,工艺要求高,机械设备要求较高,管径偏小。
工艺特点
1.拥有专业的薄膜贴覆技术;
2.采用采光板专用短切毡;
3.成型区采用分区温控,自动调节技术。
4.边切采用无水无尘边切割技术。
5.拥有空气净化、除尘、废料回收等环保设备。
6.生产标准化:公司通过ISO9001认证,产品符合GB/T14206-2005标准。
7.生产能力:天恩拥有两条生产线,单条生产线每分钟生产达6 m/分钟以上,日产能达12000米。



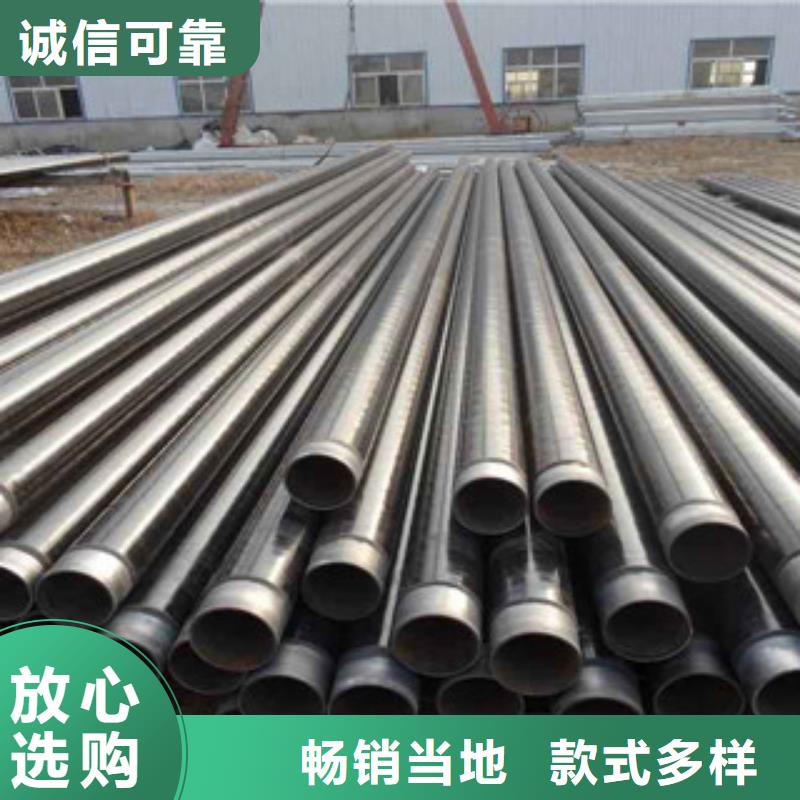
直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。
直缝管厚壁无缝钢管资质认证,钢兴钢管
有限公司为您提供直缝管厚壁无缝钢管资质认证产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:风化店乡后枣园工业区。